Профиль боковых сторон зубьев зубчатых колес с эвольвентным зацеплением представляет собой две симметрично расположенные эвольвенты.
Эвольвента - это плоская кривая с переменным радиусом кривизны, образованная некоторой точкой на прямой, обкатывающейся без скольжения по окружности, диаметром (радиусом) d b (r b) называемой основной окружностью.
Основные параметры эвольвентного зацепления. На рис. 1.1 показано зацепление двух зубчатых колес с эвольвентным профилем. Рассмотрим основные параметры зацепления, их определения и стандартные обозначения.
В отличие от принятого ранее, обозначение всех параметров производится строчными, а не заглавными буквами с индексами, указывающими их принадлежность колесу, инструменту, типу окружности и виду сечения.
Стандартом предусмотрены три группы индексов:
Порядок использования индексов определяется номером группы, т.е. вначале предпочтение отдается индексам первой группы, затем второй и т.д.
Некоторые индексы разрешается опускать в случаях, исключающих возникновение недоразумений или не имеющих применения по определению. Например, у прямозубых цилиндрических колес не используются индексы первой группы. В ряде случаев некоторые индексы с целью сокращения записи также опускаются.
Рассмотрим зацепление двух прямозубых цилиндрических (рис. 1.1) колес: с меньшим числом зубьев (z 1), называемого шестерней, и с большим числом зубьев (z 2), называемого колесом; соответственно с центрами колес в точках О 1 и О 2 . В процессе обката шестерни с колесом происходит качение без скольжения двух центроид - окружностей, соприкасающихся в полюсе зацепления - Р. Эти окружности называются начальными, а их диаметры (радиусы) обозначаются с индексом w: d wl (r wl), d w2 (r w2). Для некорригированных колес эти окружности совпадают с делительными окружностями, обозначение диаметров (радиусов) которых дается без индексов первой и второй групп, т.е. для шестерни - d 1 (r 1), для колеса - d 2 (r 2).
Рис. 1.1. Эвольвентное зацепление зубчатых колес
Делительная окружность - окружность, на которой шаг между зубьями и угол профиля равны им же на делительной прямой зубчатой рейки, сцепленной с колесом. При этом шаг (Р = π · m) - расстояние между двумя соседними одноименными сторонами профиля. Отсюда диаметр делительной окружности колеса d = P · Z / π = m · Z
Модуль зуба (m = P / π) - величина условная, имеющая размерность в миллиметрах (мм) и используемая как масштаб для выражения многих параметров зубчатых колес. В зарубежной практике в этом качестве используется питч - величина, обратная модулю.
Основная окружность - это окружность, от которой образуется эвольвента. Все параметры, относящиеся к ней, обозначаются с индексом b например, диаметры (радиусы) колес в зацеплении: d b1 (r bl), d b2 (r b).
Касательно к основным окружностям через полюс зацепления Р проходит прямая N-N, а ее участок N 1 -N 2 называется линией зацепления, по которой в процессе обката перемещается точка контакта сопрягаемых профилей колес. N 1 -N 2 называется номинальной (теоретической) линией зацепления, обозначаемой буквой g. Расстояние между точками пересечения ее с окружностями выступов колес называется рабочим участком линии зацепления и обозначается g a .
В процессе обката зубчатых колес точка контакта профилей перемещается в пределах активного (рабочего) участка линии зацепления g a , которая является нормалью к профилям обоих колес в этих точках и одновременно общей касательной к обеим основным окружностям.
Угол между линией зацепления и перпендикуляром к линии, соединяющей центры сопрягаемых колес, называется углом зацепления . У корригированных колес этот угол обозначается α w12 ; для некорригированных колес α w12 = α 0 .
Межцентровое расстояние некорригированных колес
a W12 = r W1 + r W2 = r 1 + r 2 = m ·(Z 1 + Z 2) / 2
Окружности выступов и впадин - окружности, проходящие соответственно через вершины и впадины зубьев колес. Их диаметры (радиусы) обозначаются: d a1 (r a1), d f1 (r f1), d a2 (r a2), d f2 (r f2).
Шаги зубьев колес - P t Р b , Р n , Р х - это расстояния между одноименными сторонами профиля, замеренные:
Коэффициент перекрытия, ε - отношение активной (рабочей) части линии зацепления к основному нормальному шагу:
Окружная (торцовая) толщина зуба, S t - длина дуги делительной окружности, заключенная между двумя сторонами зуба.
Окружная ширина впадины между зубьями, е - расстояние между разноименными сторонами профиля по дуге делительной окружности.
Высота головки зуба, h a - расстояние между окружностями выступов и делительной:
Высота ножки зуба h f - расстояние между окружностями делительной и впадин:
Высота зуба:
Рабочий участок профиля зуба - геометрическое место точек контакта профилей сопрягаемых колес, определяется как расстояние от вершины зуба до точки начала эвольвенты. Ниже последней следует переходная кривая.
Переходная кривая профиля зуба - часть профиля от начала эвольвенты, т.е. от основной окружности до окружности впадин. При методе копирования соответствует форме головки зуба инструмента, а при методе обкатки образуется вершинной кромкой режущего инструмента и имеет форму удлиненной эвольвенты (для инструментов реечного типа) или эпициклоиды (для инструментов типа колеса).

Рис. 1.2. Зацепление зубчатой рейки с колесом
Понятие об исходном контуре рейки
Как было показано выше, частным случаем эвольвенты при z = (бесконечность) является прямая линия. Это дает основание использовать в эвольвентном зацеплении рейку с прямобочными зубьями. При этом любое зубчатое колесо данного модуля независимо от числа зубьев может быть сцеплено с рейкой того же модуля. Отсюда возникла идея обработки колес методом обкатки. В зацеплении колеса с рейкой (рис. 1.2) радиус начальной окружности последней равен бесконечности, а сама окружность превращается в начальную прямую рейки. Линия зацепления N 1 N 2 Так как профиль зубьев рейки - прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 1.4, а) проходит через полюс Р касательно к основной окружности колеса и перпендикулярно к боковой стороне профиля зуба рейки. В процессе зацепления начальная окружность колеса обкатывается по начальной прямой рейки, а угол зацепления становится равным углу профиля зуба рейки α .
Так как профиль зубьев рейки - прямая линия, это в значительной мере упрощает контроль линейных параметров зубьев и угла профиля. С этой целью стандартами установлено понятие исходного контура зубчатой рейки (рис. 1.3, а)
В соответствии со стандартами, принятыми в нашей стране для эвольвентного зацепления, исходный контур имеет следующие параметры зубьев в зависимости от модуля:
Делительная прямая рейки проходит по середине рабочей высоты зуба h L .
Для зуборезных инструментов основные параметры зубьев по аналогии с изложенным выше задаются параметрами исходной инструментальной рейки (рис. 1.3, б). Так как зубья режущего инструмента обрабатывают впадину между зубьями колеса и могут нарезать колеса с модифицированным (фланкированным) профилем, между названными исходными контурами имеются существенные различия:
а у инструментальной рейки при нарезании колес с модифицированным профилем зубьев S 0 = π · m / 2 ± ΔS 0

Рис. 1.3. Исходные контуры:
а - зубчатой рейки; б - инструментальной рейки
Поправка ΔS 0 берется из справочников в зависимости от величины модуля зуба. Знак "+" берется для чистовых, а знак "-" - для черновых инструментов. В первом случае происходит утонение зубьев нарезаемого колеса с целью создания бокового зазора между зубьями сцепляемых колес, во втором случае утолщение, в результате чего нарезаемые зубья получают припуск на чистовую обработку.
У колес с обычным (модифицированным) профилем зубьев изменение толщины нарезаемых зубьев можно получить путем смещения инструментальной рейки относительно центра колеса и утолщение ее зубьев у ножки не требуется.
Параметры зацепления корригированных зубчатых колес. Корригирование (исправление) колес дает возможность улучшить зубчатое зацепление по сравнению с нормальным зацеплением в отношении трения, износа и прочности зубьев, уменьшить вероятность подреза ножки зубьев при малом их числе и др.
Применительно к долбякам корригирование дает возможность получения задних углов на режущих кромках (см. ниже).
Из известных методов корригирования на практике наибольшее применение нашло высотное корригирование, которое осуществляется путем смещения профиля исходной инструментальной рейки относительно центра нарезаемого колеса. Такое смещение принято считать положительным, если рейка отводится от центра колеса, и отрицательным, когда она приближается к его центру (рис. 1.4).

Рис. 1.4. Схема высотного корригирования зубчатого колеса:
1 - положительное смещение; 2 - нулевое смещение; 3 - отрицательное смещение
Величина смещения оценивается произведением х о · m, где х 0 - коэффициент смещения
При положительном смещении высота головки зуба нарезаемого колеса h " a1 увеличивается на величину хот, а высота ножки h " f1 уменьшается на ту же величину. При отрицательном смещении, наоборот, высота головки зуба уменьшается, а высота ножки увеличивается. Полная высота зуба колеса в обоих случаях остается неизменной.
Так как при этом положение делительной и основной окружностей колеса постоянно и не зависит от величины смещения, то неизбежно изменение толщины зуба нарезаемого колеса по делительной окружности из-за смещения делительной прямой рейки относительно начального положения на величину ± х о · m. Как видно из рис. 1.5, толщина зуба по делительной окружности у корригированного колеса при смещении рейки инструмента
S " 1, 3 = π · m / 2 ± 2 · x 0 · m · tg α 0
Где ΔS = x 0 · m · tg α 0 .
Знак "+" берется при положительном, а знак "-" - при отрицательном смещении.
При расчетах зуборезных инструментов, например долбяков, зубья которых корригированы, возникает необходимость определения толщины зуба на окружности любого радиуса - r у, концентричной с делительной окружностью радиусом r.

Рис. 1.5. Изменение толщины зуба на делительной окружности при положительном смещении инструментальной рейки.
Геометрический расчет зубчатой передачи производится при условии, что заданы числа зубьев z 1 и z 2 , и известен модуль зубчатых колес m (получен из расчета зубьев на прочность).
r = mz /2 - радиус делительной окружности (для нулевых колес начальные окружности совпадают с делительными ).
Делительной называется окружность, для которой модуль имеет стандартное значение. Профильный угол для точки пересечения бокового профиля зуба с делительной окружностью у нас по ГОСТ равен 20. Делительная окружность является базой для измерения всех геометрических параметров зубчатого колеса. Делительная и начальная окружности могут совпадать, но они имеют принципиальное отличие. У отдельно взятого колеса есть делительная окружность, но нет начальных окружностей. Делительная окружность характеризует одно зубчатое колесо, с которым она связана; диаметр делительной окружности данного колеса неизменен. Диаметры начальных окружностей зависят от межцентрового расстояния; их можно определить только тогда, когда рассматривается зацепление двух колес.
р= m - шаг по делительной окружности (расстояние между одноименными точками двух соседних зубьев; общий для обоих колес).
S =р/2= m /2 - толщина зуба по делит. окружности (для нормального зубчатого колеса).
r a = r + h a = mz /2+ fm = m /2(z +2) - радиус окружности выступов ,
где h а – высота головки зуба, h а = fm , где f – коэффициент высоты головки зуба, f=1 – для нормальных колес; f=0,8 – для укороченных колес).
r f = r - h f = mz /2 – 1,25 m = m /2(z -2,5) - радиус окружности впадин ,
где h f – высота ножки зуба, h f = fm + c 0 m =1,25 m , где c 0 =0,25– коэффициент радиального зазора.
h = h a + h f =2,25 m – высота зуба (при любом числе зубьев для данного модуля высота зуба будет одна и та же, т.к. не зависит от числа зубьев, а зависит от модуля ).
r b = r cos = r cos 20 =0.94 r – радиус основной окружности, где =20- угол профиля рейки.
Основные параметры нормального зубчатого зацепления (нарезанного без сдвига инструментальной рейки) z i 17: a = r 1 + r 2 =( m /2)( z 1 + z 2 ) – межцентровое расстояние.
Рис.17 Параметры зубчатых колес
Подрезание, или интерференция, будет иметь место тогда, когда действительная линия зацепления выходит за пределы теоретической. Это зависит от числа зубьев нарезаемого колеса (при z 17) .
x =(17- z )/17 - коэффициент смещения рейки.
c = xm – величина абсолютного сдвига рейки.
a w =a cos / cos w =0,5m( z 1 +z 2 )cos20 / cos w .
Величину угла зацепления в сборке с использованием формулы инволюты угла зацепления:
Invw= inv20+2((x1+x2)/(z1+z2))tg20.
r i = m z i /2 - радиусы делительных окружностей;
r bi = r i cos - радиусы основных окружностей;
r w 1 = r b 1 / cos w ; r w 2 = a w - r w 1 - радиусы начальных окружностей;
r fi = r i -1,25 m + x i m – радиусы окружностей впадин;
r ai = a w - r fi -0,25 m – радиусы окружностей вершин;
S i = p /2+2 x i m tg - толщины зубьев по делительной окружности
h =2.25 m – высота зуба.
Методы нарезания зубчатых колес
Зубчатые колеса с эвольвентным профилем зубьев обычно нарезают на специальных зуборезных станках двумя методами: 1) копирования, 2) обкатки.
Метод копирования состоит в том, что режущая кромка фрезы (дисковой или пальцевой) имеет очертание впадин между зубьями, а боковая поверхность зуба получается эвольвентной. При изготовлении зубчатого колеса таким методом за один проход фрезы в заготовке нарезается одна впадина. Затем заготовка поворачивается на угловой шаг и нарезается следующая впадина и т.д. Этот способ малопроизводителен, требует огромной номенклатуры зуборезного инструмента и применяется в основном для индивидуального, мелкосерийного или ремонтного производства.
Метод обкатки заключается в том, что режущему инструменту (рейке или долбяку) и заготовке сообщают относительное движение, которое имели бы два зубчатых колеса, находящиеся в правильном зацеплении.
Для нарезания зубьев эвольвентных колес методом обкатки используют три вида инструмента: инструментальная рейка, червячная фреза и долбяк. Нарезание инструментальной рейкой - наиболее точный метод изготовления эвольвентных колес в силу простоты профиля инструмента. Недостатками метода является малая производительность из-за существования холостого хода и сложность станка, вызванная необходимостью обеспечить инструменту сложное плоское движение.
Таких недостатков лишен метод нарезания с помощью червячной фрезы, которая представляет собой цилиндр с расположенными по винтовым линиям зубьями; для образования режущих кромок и обеспечения выхода стружки витки пересекаются продольными стружечными канавками. Процесс резания осуществляется непрерывно за счет вращательного движения фрезы и заготовки. Вследствие более сложной формы инструмента точность нарезаемых с помощью червячной фрезы колес меньше, чем при нарезании с помощью инструментальной рейки. Однако оба этих метода не годятся для нарезания колес с зубьями, расположенными на внутренней стороне обода, т. е. для колес внутреннего зацепления.

Для нарезания колес как наружного, так и внутреннего зацепления используют инструменты в виде долбяка. Долбяк представляет собой инструментальное колесо эвольвентного профиля, называемое по имени его изобретателя долбяком Феллоу.

В основу проектирования всех этих инструментов положен контур производящей (исходной) рейки. Для обеспечения взаимозаменяемости, т. е. способности сопрягающихся деталей соединяться друг с другом без специальной подгонки или подбора, размеры исходного контура регламентированы ГОСТ 13755-81. За основу стандарта форм и размеров зубьев зубчатого колеса принят теоретический исходный контур. На рис. изображена пара исходных контуров. Базовая линия исходного контура, по которой толщина зуба равна ширине впадины, называется его делительной прямой. Делительная прямая делит зуб по высоте на делительную головку и делительную ножку. Расстояние между одноименными профилями соседних зубьев по делительной или любой другой параллельной ей прямой называют шагом зубьев р исходного контура.
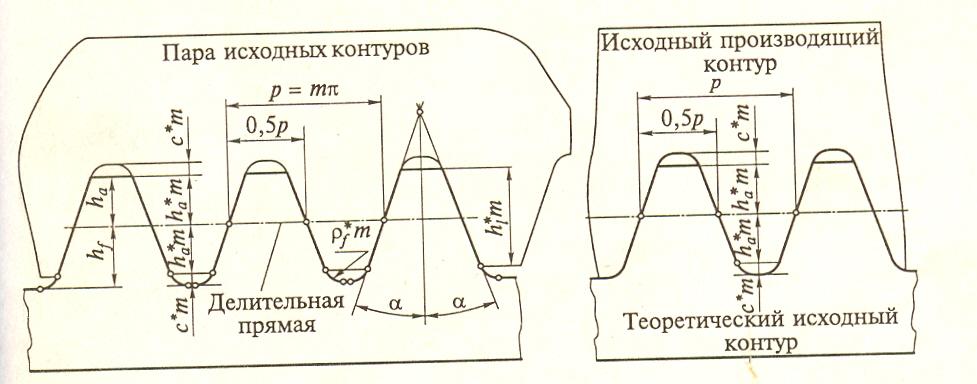
Все линейные размеры контура задаются в долях модуля.
Угол между главным профилем зуба и осью симметрии зуба называется углом главного профиля исходного контура, или просто углом профиля исходного контура. По ГОСТ 13755 - 81 установлены следующие значения параметров исходного контура:
h a = 1,0; h f = 1,25; с* = 0,25; = 20°.
Исходный производящий контур - такой, который заполняет впадины теоретического исходного контура, как отливка заполняет форму, с сохранением заданного радиального зазора с m между вершиной зуба и дном впадины соответственно теоретического исходного и исходного производящего контуров. Радиальный зазор делается для того, чтобы поверхность впадин инструмента, образованного на базе исходного производящего контура, не участвовала в процессе нарезания зубьев. Если исходный производящий контур перемещать в направлении, перпендикулярном его плоскости, он опишет поверхность исходной производящей зубчатой рейки (инструментальной рейки).
Основными элементами дискового зубчатого колеса, показанного на (517, а) являются зубья; каждый зуб состоит из головки зуба и ножки зуба. Зубья находятся на ободе колеса и вместе с ободом составляют зубчатый венец, более тонкая часть колеса - диск, соединяет ступицу с ободом. Внутри ступицы имеется отверстие для вала с пазом для шпонки или шлицами. На (517, б) показаны условные изображения элементов чертежа того же зубчатого колеса. Элементы данного зубчатого колеса согласованы с элементами колеса, изображенного на фигуре 517, а:

а)
Окружность выступов - это окружность, проходящая по выступам зубьев, т. е. ограничивающая вершины головок зубьев колеса, несмотря на то, что она фактически состоит из небольших дуг окружности, ее условно изображают сплошной основной линией толщиной 6
, равной толщине обводки видимого контура.
б)
Начальная окружность - это воображаемая окружность, являющаяся контуром основания начального цилиндра; она делит каждый зуб на две неравные части: меньшую - головку зуба и большую - ножку зуба, ее условно изображают штрих - пунктирной тонкой линией толщиной b/3
и менее. Как на данной, так и на последующих фигурах изображены зубчатые колеса с эвольвентным зацеплением, у которых производственная (ДЕЛИТЕЛЬНАЯ).
Делительной окружностью называется окружность зубчатого колеса, на которой шаг и угол зацепления изделия соответственно равны теоретическому шагу и углу зацепления инструмента. Она является базой для измерения зубчатого колеса.
Начальная окружность является в то же время эксплуатационной:
в)
Окружность впадин - это окружность, проходящая по очертаниям впадин, т. е. ограничивающая впадины колеса со стороны тела колеса; ее условно изображают штриховой линией толщиной от b/2
до b/2
допускается
взамен штриховых линий применять тонкие сплошные линии.
г)
Окружность обода - это окружность, обозначающая внутреннее очертание обода, ее проводят сплошной основной линией толщиной b.
д)
Окружность ступицы - это окружность, обозначающая внешнее очертание ступицы, ее проводят сплошной основной линией толщиной b
.
е)
Окружность отверстия для вала проводят сплошной основной линией толщиной b.
ж)
Очертание шпоночного паза также проводят сплошной основной линией толщиной b
Условные обозначения размеров приведенных на чертеже основных элементов

