– это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля

Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I - инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК - оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I - односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II - оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III - односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ - электронный штангенциркуль с цифровой индикацией.

Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Штангенциркуль является очень популярным измерительным инструментом. Устройство штангенциркуля достаточно несложное, поэтому пользоваться им может практически каждый без особой предварительной подготовки. С его помощью можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них. Несмотря на простую конструкцию, этот инструмент имеет различный класс точности и может давать показания с точностью от 0,1 до 0,01 мм. Свое название он получил, исходя из основной детали конструкции. Благодаря устройству штангенциркуль по праву считается одним из самых универсальных измерительных инструментов.
С помощью штангенциркуля можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них.
Принципиальные конструктивные характеристики штангенциркуля
Штангенинструмент в принципе, и штангенциркуль в данном случае, имеет в качестве основной детали выдвижную штангу с измерительной шкалой. Эта шкала разделена на деления по 1 мм, а ее общая длина у простейшей бытовой модели ШЦ-1 составляет от 15 до 25 см. Существуют и модели больших размеров, но они применяются только на промышленных предприятиях и встречаются намного реже. Именно по этой штанге и определяется максимальная величина, которую может измерить данная конкретная модель штангенциркуля.

Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей.
Особой конструктивной чертой его является наличие такого устройства, как нониус. Это вспомогательная шкала, которая подвижна относительно основной линейки. Она помогает правильно определить количество долей деления на этой линейке. Деления на шкале нониуса, еще известного как «верньер», на определенную долю меньше, чем деления основной линейки. Их может быть 10 для модели, имеющей точность до 0,1 мм, или 20 для моделей с точностью до 0,05 мм. Принцип работы нониуса основан на том, что определить на глаз совпадение делений намного легче, чем относительное расположение одного деления между двумя другими.
При необходимости измерения внешних поверхностей, таких как сечение провода, большие губки просто накладываются с обеих сторон внутренними поверхностями. Провод зажимается между ними, и нулевое деление шкалы подвижной рамки дает показание на основной шкале штанги. Малые же губки имеют форму лезвий ножниц, что помогает измерить диаметр трубы или иного отверстия по шкале без дополнительных вычислений. У них рабочие поверхности внешние, имеющие профиль заостренного лезвия, поэтому ими можно измерить такой показатель, как шаг резьбы.
Составные детали и применение
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
- Основная штанга, на которую крепится вся подвижная арматура. На ней находится основная шкала.
- Подвижная рамка, имеющая винтовой фиксатор и прижимаемая внутренней пружинной пластиной. На ней находится шкала нониуса. Она может быть нанесена непосредственно на нее, а может находиться на пластине, закрепленной винтами. Это позволяет регулировать ее относительно шкалы на штанге.
- Губки для измерений наружных поверхностей, или большие губки. Одна из них закреплена на неподвижной штанге, а другая — на подвижной рамке. На концах имеются узкие поверхности, что дает дополнительные возможности для измерения.
- Губки для измерения внутренних поверхностей, или малые губки. Расположены по тому же принципу напротив предыдущих по центральной оси.
- Линейка для измерения глубин. Закреплена к подвижной рамке.
Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ — 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ — 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ — 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
Штангенциркуль ШЦ — 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
С использованием штангенциркуля неразрывно связаны токарное производство, установка различных трубопроводных систем, винтовых соединений и прочих конструкций, требующих повышенной точности.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором - 36 + 0,8 = 36,8 мм.
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе - 1 мм + 0,65 мм = 1,65 мм.

Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
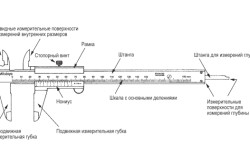
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0-150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.

Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Обзор неплохого, на мой взгляд, и почти полностью металлического (там где можно) штангенциркуля.
Приходит этот инструмент вот в такой коробочке:

Батареек в комплекте две - одна уже вставлена в штангенциркуль, другая запасная в блистере, тип LR44 (AG13).
Вот ещё пара фотографий штангенциркуля:


Металл применён везде, где он конструкционно и технически возможен, даже крышка батарейного отсека металлическая.
Немного реальных технических характеристик
и особенностей (не из инструкции, из практики).
Максимальный измеряемый размер 154 мм.
Автоматическое включение при начале движения подвижной части. При этом ноль сохраняется правильно, где и был этот ноль перед отключением.
Автоматическое отключение через 6 минут неиспользования.
Есть глубиномер, ноль у него отшлифован точно.
Ну и несколько характеристик из инструкции:
Разрешение и повторяемость результата: 0.01 мм.
Точность На диапазоне < 100 мм: +-0.02 мм.
Точность На диапазоне 100 - 200 мм: +-0.03 мм.
Максимальная скорость передвижения слайдера, при которой контроллер успевает обсчитывать передвижение: 1.5 м/с.
Принцип работы.
Немного про принцип работы таких штангенциркулей. Он ёмкостный. Никаких колёсиков, которые крутятся и измеряют перемещение подвижной части нет. Там есть плата управления, находящаяся в подвижной части, на которой нанесены проводники по типу рисок в обычном штангенциркуле и аналогичные токопроводящие риски есть на линейке штангенциркуля. Именно поэтому верхняя накладка с цифрами и делениями на рейку не металлическая, в ней спрятаны ответные риски. Риски эти находятся на определённых расстояниях и при движении друг относительно друга ёмкость на разных рисках меняется по разному и контролер обсчитывает эти изменения и в итоге получает информацию о величине перемещения.
Дальше это отображается на экране.
Чуть ниже в обзоре будет разборка штангенциркуля и вы увидите плату с рисками.
Итоговый результат работы инструмента зависит помимо качества изготовления материальной части штангенциркуля, включающую как сами железки штангенциркуля так и используемую электронику, особенно аналоговую его часть, так ещё и от прошивки контроллера, который просчитывает изменения ёмкости на рисках и переводит это в длину перемещения.
От теории вернёмся к практике.
Вот два небольших видео с демонстрацией работы штангенциркуля:
Давайте теперь его разберём , посмотрим что там внутри.

Вот та самая плата с рисками:

А здесь видны контроллер, кнопки, и ЖК экран:

Вывод: За время теста каких-то проблем в работе штангенциркуля не заметил. Показания не скачут, многократные измерения одного и того же предмета дают погрешность не более одной сотой. Если не жалко денег, мне кажется, это не плохая покупка.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить +8 Добавить в избранное Обзор понравился +25 +39К атегория:
Помощь рабочему-инструментальщику
Проверка и ремонт штангенинструментов
Неисправности штангенинструментов и их проверка.
Наиболее характерными неисправностями штангенинструментов, в результате которых нарушается точность показаний, являются: износ измерительных поверхностей и затупление острых концов губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; ослабление пружины; износ резьбы винта и гайки микрометрической подачи и ряд других. п Показания штангенинструментов с величиной отсчета и 0,05 мм проверяют с помощью концевых мер длины 2-го класса точности (6-го разряда), а с величиной отсчета 0,1 мм - концевыми мерами длины 3-го класса.
Перекос подвижной губки относительно неподвижен выявляется также с помощью концевой меры длины.
Установив в двух крайних положениях концевую меру, снимают показания и по их разности судят о величине непараллельности измерительных поверхностей, вызванной перекосом подвижной губки.
Износ измерительных поверхностей определяют по величине несовпадения нулевых штрихов шкал штанги и нониуса при плотно сдвинутых губках. Для штанген-инструментов с величиной отсчета 0,02 и 0,05 мм просвет между измерительными поверхностями не должен превышать 0,003 мм, а для штангенинструментов с величиной отсчета 0,1 мм - 0,006 мм. На рис. 79,6 показано, как с помощью концевых мер и лекальной линейки можно на глаз определить величину просвета между измерительными поверхностями.

Рис. 1. Проверка штангенциркулей.
Схема проверки износа рабочих поверхностей губки для внутренних измерений приведена на рис. 1, е. Между губками для наружных измерений помещают концевую меру, а затем с помощью другого штангенинст-румента проверяют расстояние между губками для внутренних измерений. Это расстояние должно быть равно размеру концевой меры.
Износ штанги устанавливают лекальной линейкой на просвет.
Ремонт штангенинструментов. Износ рабочих поверхностей штангенинструментов устраняют рихтовкой губок с последующей их доводкой. Рихтовкой устраняют также дефекты измерительных поверхностей губок и доживаются совпадения нулевых штрихов шкал. После рихтовки приступают к доводке измерительных поверх-постей плоскопараллельными притирами, для чего штангенциркуль закрепляют в тисках, притир помещают между губками, а рамку сдвигают до соприкосновения губок с притиром. В этом положении Рамку закрепляют стопорным винтом и, перемещая при-г между губками с небольшим усилием, производят R доводку поверхностей со стороны как острых, так и тупых губок до достижения плоскостности, параллельности и одинакового размера раствора обеих сторон.

Рис. 2. Доводка измерительных поверхностей штангенциркуля.
Прямолинейность измерительных поверхностей проверяют лекальной линейкой, а параллельность губок рамки губкам штанги и размеры между ними контролируют концевыми мерами, при этом усилие, с которым мера вводится между губками, должно быть одинаковым для обеих сторон. Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны.
Наружные поверхности тупых губок доводятся до получения параллельности. Размер губок должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). После доводки губок нониус устанавливают на нулевое деление штанги. Для этого губки сдвигают до соприкосновения измерительных плоскостей и зажимают подвижную рамку. Затем нониус передвигают до совпадения первого и последнего делений, при этом его шкалы должны точно совпасть с первым и соответствующим делениями штанги. В этом положении нониус закрепляют.
При ремонте большого количества штангенциркулей доводку измерительных поверхностей можно механизировать. Схема механизированной доводки приведена на рис. 2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5-3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р-2-3 кг/см2.
При механической доводке губок штангенциркуля применяют чугунные притиры, шаржируемые микропорошком М20.
Ремонт штангенциркулей облегченного тина при поломке губок производят в следующем порядке. После отпуска в соляной ванне отрезают изношенный или сломанный конец губки. Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.

Рис. 3. Ремонт штангенциркуля.
При поломке обеих губок верхнюю ножку целиком заменяют новой. Для этого выбивают заклепки и снимают со штанги поломанную ножку. В заготовке новой ножки фрезеруют и опиливают прямоугольное окно, по форме и размерам равное торцу штанги. Затем на штангу надевают ножку, выверяют перпендикулярность ее положения относительно граней штанги, сверлят в другом месте отверстия и приклепывают ножку. Губки опиливают так, чтобы их конфигурация и размеры соответствовали форме губок рамки, и затем их доводят.
Поломанные губки рамки заменяют новыми, для чего, выбив заклепки и сняв негодную губку, на ее место приклепывают заготовку новой губки, опиливают ее, закаливают и доводят.
Ремонт поломанных губок штангенциркулей со штампованной штангой несколько сложнее, так как вся штанга вместе с губками имеет одинаковую толщину и врезать новую губку невозможно. Приклепывание внакладку не всегда обеспечивает достаточную прочность соединения. Можно применить сварку, однако лучше всего заменить всю верхнюю часть штанги, установив новую ножку.
С этой целью после отжига и отрезки губок торец линейки фрезеруют или опиливают вручную так, чтобы на гранях линейки образовались заплечики, в которые упирается ножка. При опиливании измерительных плоскостей губок ножки необходимо следить за тем, чтобы нулевое деление нониуса рамки примерно совпадало с нулевым делением шкалы на линейке, так как при значительном смещении нониуса на его торце придется снимать слишком большой слой металла, что ухудшит качество ремонта.
Деформация штанги может быть вызвана искривлением или неравномерным износом ее рабочей поверхности. Искривление штанги устраняется правкой, осуществляемой выгибанием в тисках с помощью трех узких латунных прокладок.
Неравномерный износ штанги устраняют припили-ванием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой с маслом.
Для устранения несовмещения нониуса со шкалой линейки его переставляют. Если торец нониуса упирается в стенку окна рамки и не может быть передвинут, то его подпиливают. Одновременно распиливают и отверстия под винты, после чего, переставив нониус, закрепляют его в правильном положении.
Ремонт других универсальных измерительных инструментов (угломеров, штангенрейсмусов и штангенглу-биномеров) аналогичен ремонту штангенциркулей.
Основными дефектами штангенглубиномера могут быть непрямолинейность опорной поверхности, отсутствие перпендикулярности линейки относительно опорной плоско.сти и неправильная установка нониуса.
Для обеспечения прямолинейности опорной плоскости корпуса и торца линейки они совместно доводятся на плите. Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости.
Ремонт нониуса производится так же, как и штангенциркуля. При установке линейки на определенный размер торец ее совмещают с плоскостью глубиномера. В этом положении нулевое деление нониуса совмещается с нулевым делением шкалы линейки или с делением, соответствующим высоте набора концевых мер, после чего нониус крепят винтами.

